
Mixing In Pharmaceutical Engineering Introduction
Mixing may be defined as the process in which two or more two components in a separate or roughly mixed condition are treated in such a way so that each particle of any one ingredient lies as nearly as possible to the adjacent particles of other ingredients or components.
Mixing of gas with another gas, mixing of miscible low-viscosity liquids, and mixing of a highly soluble solid with a low-viscosity liquid to effect dissolution are relatively simple as compared to the mixing of gases with liquids, mixing of liquids of high viscosity though miscible, mixing of two immiscible liquids such as aqueous and oily solutions to form emulsions, mixing of solids with liquids when the proportion of solids is high and mixing of solids with solids, specialized equipment are required for these operations.
Mixing may involve the mixing of gases, solids, or liquids in any possible combination and ratio. In pharmacy solid-solid, solid-liquid, and liquid-liquid mixing operations are common. On a small scale, it includes speculation, trituration, tumbling, geometric dilution, etc while in industries large-scale equipment is used.
Mixing In Pharmaceutical Engineering Objectives
- To have uniformity in the different ingredients used in the formulation.
- To impart the same properties throughout the content of formulation, For example: dissolution of tablets.
- To initiate or to enhance the physical or chemical reactions For example: diffusion, dissolution, etc.
- To have the same physiological effect from all the portions of the final product.
Mixing Applications In Pharmaceutical Engineering
The applications of mixing are very wide in pharmacy. It is_ nearly impossible that any pharmaceutical product hasn’t undergone the mixing operation during its manufacturing process.
- Tablet processing: A Tablet is a blend of many excipients along with e rug. 0 or uniform distribution of these all ingredients mixing step becomes essen becomes more important if the drug is potent.
- Capsule manufacture: Before feeling the drug into capsules it needs to be mixed with other ingredients like diluents, colorants, etc.
- Semisolid dosage forms: During the production of ointments or creams the rug has to be mixed with semisolid base uniformly.
- During the manufacture of powders, dry syrup mixing is done.
- Mixing of liquids is involved in the manufacture of syrups, emulsions, suspensions
Mixing Factors Affecting
The factors which are involved in the proper mixing are generally related to the powder characteristics. These factors are mentioned below.
- Nature of the product: The rough surface of one of the components does not induce proper mixing. The reason for this is that the active substance may enter into the pores of the other ingredient. A substance that can adsorb on the surface can decrease aggregation,
- For example: The addition of colloidal silica to a strongly aggregating zinc oxide can make it a fine dusting powder that can be easily mixed.
- Particle size: Variation in particle size leads to separation as the small particles move downward through the spaces between the bigger particles. As the particle size increases, flow properties also increase due to the influence of gravitational force on the size. It is easier to mix two powders having approximately the same particle size.
- Particle shape: Ideally for proper mixing shape should be spherical. If the particles have irregular shapes they can be locked into each other which is very difficult to mix uniformly with other powders.
- Particle charge: Some particles exert attractive forces due to electrostatic charges on them. This results in separation or segregation
- Density of the particles: This affects the mixing as the material of high density has a natural tendency to move downwards during the motion. Demixing is accelerated when the density of smaller particles is high.
Difference Between Soup And Liquid Mixing
Fluid mixing depends on the creation of flow currents, which transport unmixed material to the mixing zone adjacent to the impeller. In heavy pastes or masses of particulate solids, there are no such currents possible.
- The power required for mixing dry solids and viscous pastes is higher than that consumed in blending liquids
- After mixing product appears truly homogenous liquid phase. In mixing pastes and powders the product often consists of two or more easily identifiable phases, each. of which may contain individual particles of considerable size.
- The study of mixing in liquids requires very less samples while the study of mixing in solids involves a large number of samples.
- Fluid mixing equipment is termed liquid agitators. Solid mixing equipment is commonly referred to as mixers and blenders.
- Further, the transportation movement does not cause the separation of liquids while in the case of solids, there are chances of separation during transportation. are
Mixing Mechanism In Pharmaceutical Engineering
1. Solid Mixing
The mixing of powders is often a readily reversible process. Particles change their positions during movement and they tend to separate again. Mixing of powders occurs when unidentical particles exchange their positions. There are three mechanisms have been identified which are responsible for the mixing of powders. These mechanisms are convection, diffusion, and shear. In any particular process, one or more of these three basic mechanisms may be involved. Other mechanisms such as segregation can also be involved during particle motions.
Convective mixing:
During convective mixing, masses or groups of particles transfer together from one location to another.
- During this type of mixing, a circulating flow of powder is usually caused by the rotational motion of a mixer vessel, an agitating impeller (such as a ribbon or a paddle), or gas flow.
- This circulating flow contributes mainly to a macroscopic mixing of bulk powder mixtures.
- Large portions of the total mix are moved at relatively high rates, and changes at a microscopic scale are not expected.
- Therefore, pure convection tends to be less effective, leading to a final mixture, which may still exhibit poor mixing characteristics on a fine scale.
- Convective mixing is beneficial for batch mode operations but gives unfavorable effects for continuous mode mixing.
Diffusive mixing:
- Diffusive mixing (or random wall phenomenon) is caused by the random motion of powder particles. The rate of mixing by.
- This mechanism is low compared with convective mixing, but diffusive mixing is essential for microscopic homogenization.
- Pure diffusion, when feasible, is highly effective, producing very intimate mixtures at the level of individual particles but at an exceedingly slow rate.
Shear mixing:
- In shear mixing, the forces of attraction are broken down so that each particle moves on its between regions of different compositions and parallel to their surfaces.
- In a particulate mass, the forces of attraction, are predominating which makes the layers slip over one another.
- Such types of attraction forces are predominant among the same type of particles. Shear forces reduce these attractions and reduce the amount of segregation.
2. Liquid Mixing
Mixing of liquids involves four different mechanisms i.e. bulk transport, turbulent mixing, laminar mixing, and molecular diffusion. Usually more than one of these processes < is involved in the mixing.
Bulk transport:
- The movement of a relatively large portion of the material being mixed from one location in the system to another is called bulk transport.
- A simple circulation of material in a mixer may not necessarily result in efficient mixing.
- For bulk transport to be effective it must result in a rearrangement or permutation of the various portions of the material to be mixed.
Turbulent Mixing:
- The phenomenon of turbulent mixing is a direct result of turbulent fluid flow, which is characterized by a random fluctuation of the fluid velocity at any given point within the system.
- The fluid velocity at a given instant may be expressed as the vector sum of its components in the x, y, and z directions.
- With turbulence, these directional components fluctuate randomly about their mean values, as does the velocity itself.
- In general, with turbulence, the fluid has different instantaneous velocities at different locations at the same time.
This observation is true for both, the direction and the magnitude of the velocity. If the instantaneous velocities at two points in a turbulent flow field are measured simultaneously, they show a degree of similarity provided that the points selected are not too far apart.
- Turbulent flow can be conveniently visualized as a composite of eddies of various sizes.
- An eddy is defined as a portion of fluid moving as a unit in a direction often contrary to that of the general flow.
- Large eddies tend to break up; forming eddies of smaller and smaller sizes until they are no longer distinguishable.
- The size distribution of eddies within a turbulent region is referred to as the scale of turbulence.
- It is readily apparent that such temporal and spatial velocity differences, as a result of turbulence within a body of fluid, produce a randomization of the fluid particles.
- For this reason, turbulence is a highly effective mechanism for mixing. Thus, when small eddies are predominant, the scale of turbulence is low.
Laminar mixing:
- Streamline or laminar flow is frequently encountered when highly viscous liquids are being processed.
- It can also occur if stirring is relatively gentle and may exist adjacent to stationary surfaces in vessels in which the flow is predominantly turbulent.
- When two dissimilar liquids are mixed through laminar flow, the shear that is generated stretches the interface between them.
- If the mixer employed folds the layers back upon themselves, the number of layers and hence the interfacial area between them increase exponentially with time.
Molecular diffusion:
The primary mechanism responsible for mixing at the molecular level is diffusion resulting from the thermal motion of the molecules.
When it comes in conjunction with laminar flow, molecular diffusion tends to reduce the sharp discontinuities at the interface between the fluid layers, and if allowed to proceed for sufficient time, results in complete mixing.
The process is described quantitatively in terms of Fick’s law of diffusion:
⇒ Dm/ dt = – DA dc/dx
Where, the rate of transport of mass, dm/dt across an interface of area A is proportional to the concentration gradient, dc/dx, across the interface. The rate of intermingling is governed also by the diffusion coefficient, D, which is a function of variables including fluid viscosity and size of the diffusing molecules. The concentration gradient at the original boundary is a decreasing function of time; approaching zero as mixing approaches completion.
Equipment Used In Mixing Double Cone Blender In Pharmaceutical Engineering
Double Cone Blender Principle:
The mixing of powder in a double-cone blender occurs due to the tumbling action of the blender as well as the shearing action with the blade.
Double Cone Blender Construction:
This consists of a metal container that tapers towards both ends. It is made up of stainless steel. They are fixed on the horizontal axis in such a way that the container will have rotations around the axis. It has one port to load and unload the material. It is available in different sizes ranging from 5 kg to 200 kg or more. The speed of rotation depends upon the size of the blender as well as on the type of material that is to be mixed. The speed is kept between 30 to 100 r.p.m.
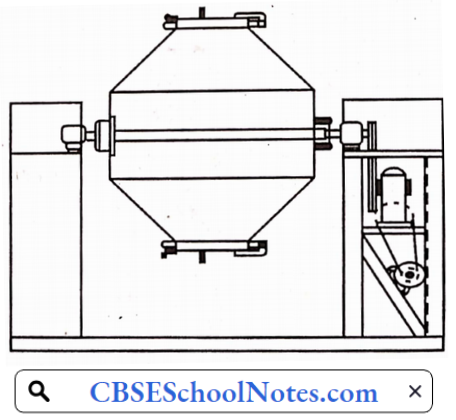
Double Cone Blender Working:
The material which is to be mixed is loaded in the blender. Generally, it is 50-60% of the total size of the blender. As the blender rotates the material un ergoes also be. fixed to motion and mixes the material thoroughly. The agitator blade can produce shearing action.
Double Cone Blender Advantages:
- As attrition is less the fragile granules can be blended.
- Available in various sizes.
- Operation is easy.
- Easy to load, unload, and clean.
Double Cone Blender Disadvantages:
- Requires high head space for installation.
- Less shear is applied. So, the fine materials and the materials with large size distribution cannot be mixed efficiently.
Mixing Twin Shell Blender
Twin Shell Blender Principle:
The primary principle of blending in a V-Blender is diffusion. Diffusion blending is characterized by small-scale random motion of solid particles. Blender movements increase the mobility of the individual particles and thus promote diffusive blending. Diffusion blending occurs when the particles are distributed over a freshly developed interface. In the absence of segregating effects, the diffusive blending will in time lead to a high degree of homogeneity.
Twin Shell Blender Construction:
The V-Blender is made of two hollow cylindrical shells joined at an angle of 75° to 90°. They are made up of stainless steel or transparent plastic. Average capacity ranges between 20 kg to one tonne, whereas speed is around 15 to 35 r.p.m. The blender container is mounted on the drive shaft to allow it to tumble.
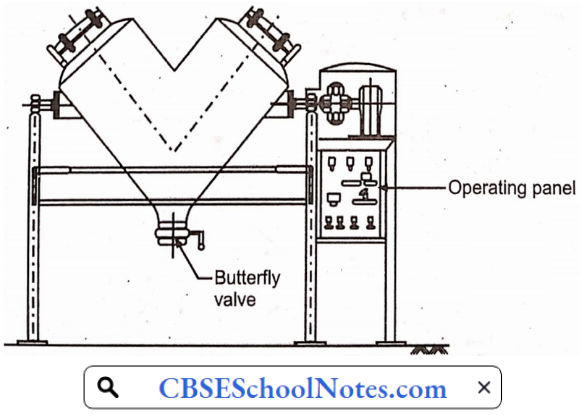
Mixing Twin Shell Blender Working:
The powder to be blended is put into the blender. As the V-blender tumbles, the material continuously splits and recombines, with mixing occurring as the material free-falls randomly inside the vessel.
- The repetitive converging and diverging motion of material combined with increased frictional contact between the material and the vessel’s long, straight sides result in gentle yet homogenous blending.
- Blending efficiency is affected by the volume of the material loaded into the blender.
- The recommended fill-up volume for the V-Blender is 50 to 60% of the total blender volume.
- Discharge from the V-blender is normally through the apex port which is fitted with a discharge valve.
Mixing Twin Shell Blender Advantages:
- Particle size reduction and attrition are minimized due to the absence of any moving blades. Hence it can be used for fragile materials
- Charging and discharging of material is easy.
- The shape of the blender body results in a near complete discharge of product material, clearly an added advantage over horizontal blenders.
- The absence of shaft projection eliminates product contamination.
- V-blenders are easy to clean.
Mixing Twin Shell Blender Disadvantages:
- They require high headroom for installation and operation.
- They are not suited for blending particles of different sizes and densities which may segregate at the time of discharge.
Mixing Twin Shell Blender Uses:
V-blender designs are most often used for the dry blending of free-flowing solids. This blender is often used for pharmaceuticals, but the mixing action’s slight shear limits the blender’s use for some very soft powders or granules.
Mixing Ribbon Blender In Pharmaceutical Engineering
Ribbon Blender Principle:
The mechanism of mixing is shear. Shear is transferred to the powder bed by ribbons in a fixed shell. High shear rates are effective in breaking lumps and aggregates. Convective mixing also occurs as the powder bed is lifted and allowed to cascade to the bottom of the container.
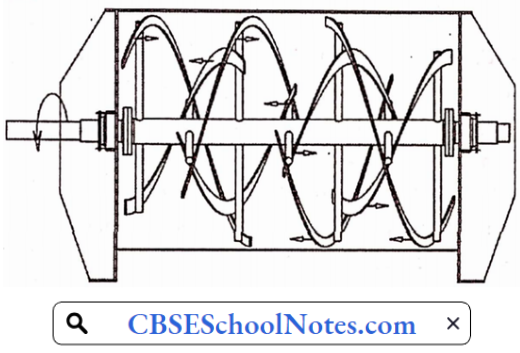
Ribbon Blender Construction:
A ribbon blender consists of a horizontal trough containing a double helical ribbon agitator. The agitator’s shaft is positioned in the center of the trough and has welded spokes on which the helical ribbons (also known as spirals) are welded.
Since the ribbon agitator consists of a set of inner and outer helical ribbons, it is referred to as a “double” helical ribbon agitator.
- The gap between the ribbon’s outer edge and the internal wall of the container ranges from 3 to 6 mm depending on the application.
- A spray pipe for adding liquids can be mounted above the ribbons. For materials that tend to form agglomerates during mixing, high-speed choppers can be provided for the disintegration of the agglomerates The ribbon agitator is powered by a drive system comprised of a motor, gearbox, and couplings
- The agitator shaft exits the blender container at either end through the end plates bolted or welded to the container.
- The area where the shaft exits the container is provided with a sealing arrangement to ensure that material does not travel from the container to the outside and vice-versa.
Ribbon Blender Working:
The materials to be blended are loaded into the blender up to 40 and 70% of the total volume of the container. This is generally up to the level of the outer ribbon’s tip.
The ribbon agitator is designed to operate at a peripheral speed (also known as tip speed) of approximately 100 meters/minute, depending on the application and the size of the equipment.
- A spray pipe for adding liquids can be mounted above the ribbons.
- For materials that tend to form agglomerates during mixing, high-speed choppers can be provided for the disintegration of the agglomerates.
- During the blending operation, the outer ribbons of the agitator move the material from the ends to the center while the inner ribbons move the material from the center to the ends.
- Radial movement is achieved because of the rotational motion of the ribbons.
- The difference in the peripheral speed of the outer and inner ribbons results in axial movement of the material along the horizontal. axis of the blender.
- As a result of the radial and the countercurrent axial movement, homogenous blending is achieved in a short time.
- Blending is generally achieved within 15 to 20 minutes of a start-up with a 90 to 95 percent or better homogeneity.
- The particle size and its bulk density have the strongest influence on the mixing efficiency of the ribbon blender.
- Ingredients with similar particle size and bulk densities tend to mix faster as compared to ingredients with variations in their attributes.
Ribbon Blender Advantages:
- High shear can be applied using perforated baffles, which bring about the rubbing and breaking of aggregates.
- The headspace requirement is less.
- Short time of operation i.e. about 15 to 20 minutes.
- Disadvantages:
- Poor mixing abilities, because the movement of particles is two-dimensional.
- Shearing action is less than a planetary mixer.
- Dead spots are observed.
Ribbon Blender Applications:
- Blending large volumes of dry solids.
- Dry powder to wet phase mixing.
- Mixing of bulk drugs, chemicals, and cosmetic powders.
- Dry Blending of capsule formulations.
- Lubrication of dry granules in large quantities.
- Heating, cooling, and drying of materials.
- Coating solid particles with small amounts of liquids to produce formulations.
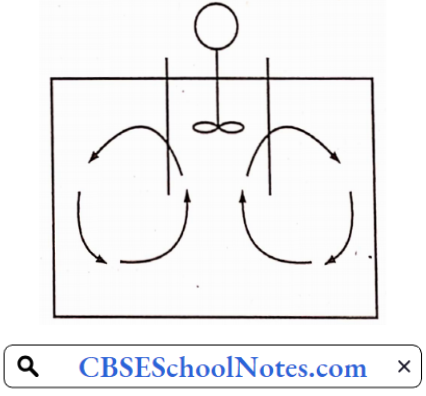
Mixing Propeller In Pharmaceutical Engineering
Propeller Principle:
The propeller mixer mainly works on the principle of shearing force.
Propeller Constructions:
It consists of a vessels and a propeller. A common arrangement for medium-scale fluid mixing is a propeller-type stirrer which may be clamped to the edge of a vessel. A propeller has angled blades, which cause the fluid to circulate in both an axial and a radial direction. The ratio of the diameter of a propeller stirrer to that of the vessel is commonly: 10 -1 : 20, and it typically operates at speeds of – 20 reps.
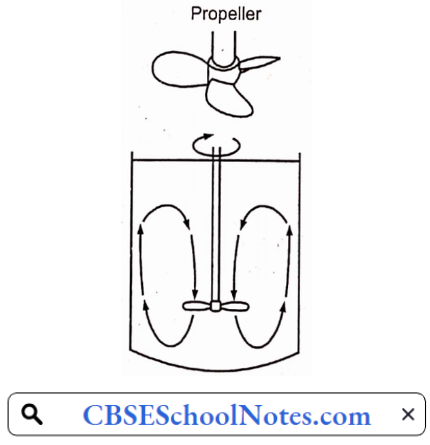
Propeller Working:
The propeller mixer works mainly as the fan, with a spreading plume of emanating from the mixing device. This propeller usually works at high speed which is up to 8000 rpm which gives a satisfactory flow pattern to the liquids.
During the mixing of the liquids, the air gets entrapped in the liquids or there is the formation of a vortex.
This can be avoided by making the following changes in the position of the propeller shafts.
- Offset from the center.
- Mounted at an angle.
- Enter the side of the vessel.
- Using the pull propeller.
- By the use of baffles.
Propeller Uses:
- The propeller mixer is used in mixing the liquids up to 2000 cp.
- It can mix low-viscosity emulsions.
- Liquid phase chemical reaction.
- The propeller mixer is used in mixing suspensions with particle sizes up to 0.1 to
- 0.5 mm maximum with a drying residue of 10%.
Propeller Advantages:
- Top-to-bottom mixing can be achieved in a propeller mixer.
- All sides of mixing is possible.
Propeller Disadvantages:
- The propeller mixer cost is high.
- Sensitivity in operation of vessel geometry and in location within the tank.
- The propeller mixer is not used for rapid settling suspension.
Mixing Sigma Blade Mixer In Pharmaceutical Engineering
The sigma blade mixer is a commonly used mixer for high-viscosity materials.
Sigma blade mixer Principle:
Sigma blade mixer is designed in such a way that the viscous mass of material is pulled, sheared, compressed, kneaded, and folded by the action of the blades against the walls of the mixer trough. The extent to which this depends on the action of the blades tangential or overlapping and the ratio of the speed of rotation of the blades.
Sigma blade mixer Construction and Working:
Material is loaded through the top of the container to typically 40 to 65 percent of the mixer’s total volumetric capacity. The rotation of the blades is through heavy-duty drive systems typically consisting of a motor, gearbox, couplings, and gears. The top speed of the Sigma mixer is generally limited to 60 revolutions per minute.
Mixing may be carried out at ambient temperature or under controlled temperature conditions. The mixer troughs can be provided with jackets for circulation of hot or cold media to maintain the required temperature conditions within the mixer.
The discharge of the material from the mixer container is either by tilting the mixer container* bottom discharge valve or through an extruder/screw located in the lower portion between the two trough compartments. The mixer may be equipped with any one of these discharge arrangements.

Sigma blade mixer Advantages:
- Less dead spots are observed.
- Ideal for mixing, and kneading of highly viscous mass and sticky products.
- These types of mixers and their variants can handle the highly. viscous materials up to as 10 million centipoises.
Sigma blade mixer Disadvantages:
- Speed is fixed.
- High power consumption.
Sigma blade mixer Uses:
The sigma mixer is the. best-suited mixer for pasty, sticky, and gritty slurries with high viscosities. Some of the products are made with the help of a Sigma blade mixer.
- Adhesives.
- Butyl rubber.
- Carbon pastes.
- Chemicals.
- Chewing gum.
Mixing Planetary Mixer In Pharmaceutical Engineering
A planetary mixer is a popular tool utilized in several industries ranging from food products, and medical drugs, to construction materials. This equipment is meant to mix items properly, specifically when it is necessary to form a mixture with a paste-like consistency
Planetary Mixer Principle:
In a planetary mixer, the blade tears the mass apart and shear is applied between a moving blade and a stationary wall. The mixing arm moves around its axis and also around the central axis to reach every spot of the vessel. The plates in the blade are sloped so that the powder makes an upward movement to produce a tumbling motion.
Planetary Mixer Construction:
It consists of a stationary vessel which is made up of stainless steel. The vessel is removed either by lowering it beneath the blade or raising the blade above the vessel. The mixing blade is mounted from the top of the vessel. The mixing shaft is driven by a planetary gear connected to an electric motor.
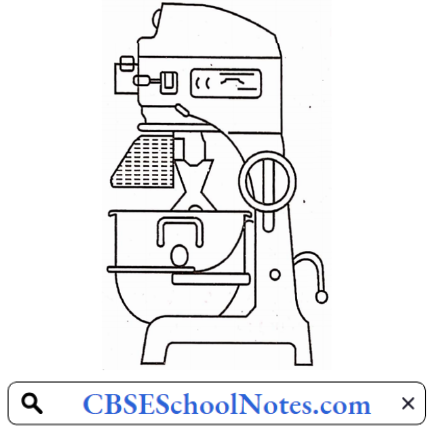
Planetary Mixer Working:
The blade is moved slowly at the initial stage for the premixing of the material and finally at increased speed for active mixing. In this way, high shear can be applied for thorough mixing. The blade and the stationary vessel provide a kneading action and shear. This is due to the narrow clearance between the blade and the wall of the vessel.
Planetary Mixer Advantages:
- The speed of rotation can be changed.
- These are easy to clean.
- It consumes less energy than Sigma blenders.
- Material discharge is easy.
Planetary Mixer Disadvantages:
- Heat is generated during operation.
- Cannot be used for continuous operation.
Planetary Mixer Uses:
- The planetary mixers are ideal for mixing creams ointments, ceramics, colors and pigments, etc.
- These are also used for the mixing of viscous pastes.
- Can be used for the wet granulation process.
Mixing Turbines In Pharmaceutical Engineering
A turbine mixer is a mechanical device that is used in mixing of different types of liquids by using different types of blades and impellers. A turbine mixer is an impeller that essentially consists of constant blade angles concerning the vertical plane, over its entire length or over finite sections having blades either vertical or a set of an angle less than 90° with the vertical. Blades may be either curved or flat.
Turbines Principle:
The turbine mixer mainly works on the principle of shearing action or force.
Turbines Construction:
Turbine mixers consist of a circular disc impeller to which several short, straight, or curved blades are attached. These mixers differ from propellers in that they are rotated at a lower speed than propellers and the ratio of the impeller and container diameter is also low. The turbine mixer produces greater shear force than propellers therefore they are used for mixing liquids of high viscosity and have a special application in the preparation of emulsions. Baffles are often used to prevent vortexes.
Turbines Working:
The mixing action is accomplished by the turbine blades which constrain and discharge the liquid. The radial flow from the impeller impinges onto the vessel walls, where it splits into two streams. These streams cause mixing in their energy. When the turbine mixers are operated at sufficiently high rotational speeds both the radial and tangential flow becomes pronounced along with the vortex formation.
The different types of blades used in these mixers are:
- Flat blades
- Disk-type flat blades
- Pitched blades
- Curved blades
- Tilted blades
- Arrowhead blades
- Pitched curved blades etc
Turbines Uses:
- The propeller mixer is used in mixing the liquids up to 2000 cp.
- It can mix low-viscosity emulsions.
- Liquid phase chemical reaction.
- Used in mixing of suspensions with particle sizes up to 0.1 to 0.5 mm maximum with a drying residue of 10%.
- Mainly used for semisolid materials.
- It is used for mixing more viscous liquids, For example:: syrups, liquid paraffin, glycerine, etc.
Turbines Advantages:
- Fine mixing.
- Used for making true solutions.
Turbines Disadvantages:
- High cost.
- Sensitivity in operation of vessel geometry and in location within the tank.
- Not used for rapid settling suspensions.
- Not used for high-viscosity liquids.
Mixing Paddles In Pharmaceutical Engineering
Some of the liquid mixers have paddles that are used as impellers which consist of flat blades attached to a vertical shaft and rotate at a low speed of 100 r.p.m. or less. The blades have a large surface area about the container in which they are employed which helps them to rotate close to the walls of the container and effectively mix the viscous liquids or semi-solids.
A variety of paddle mixers having different shapes and sizes, depending on the nature and viscosity of the product are available for use in industries. Uses of paddle mixers: Paddles are used in the manufacture of antacid suspensions, and anti-diarrheal mixtures such as bismuth-kaolin mixture.
Paddles Advantage:
Since mixers with paddle-impellers have low speed, vortex formation is not possible with such mixers.
Paddles Disadvantage:
Mixing of the suspensions js poor, thus, baffled tanks are required.
Mixing Silverson Emulsifier In Pharmaceutical Engineering
Silverson Emulsifier Principle:
The Silverton homogenizer (emulsifier) works on the principle that the large globules in a coarse emulsion are broken into smaller globules by passing them under pressure through a narrow orifice. It produces intense shearing force and turbulence by using high-speed rotors. This turbulence causes the liquid to pass through fine interstices formed by closely placed perforated metal sheets.
Silverson Emulsifier Construction:
It consists of an emulsifier head which is covered with a fine-meshed stainless steel sieve. The emulsifier head consists of several blades that rotate at high speed to produce a powerful shearing action. The blades are rotated by using the electric motor fitted at the top.
Silverson Emulsifier Working:
The emulsifier head is placed in the vessel containing immiscible liquids, in such a way that it should get dipped into it. When the motor is started, the liquids are sucked through the fine hole, and the oil is reduced into the globules due to the rotation of the blades.
The precision-machined Silverson work head generates exceptionally high shear rates in a four-stage mixing/homogenizing process:
- The high-speed rotation of the rotor blades within the precision machined mixing work head exerts a powerful suction, drawing liquid and solid materials upwards from the bottom of the vessel and into the center of the workhead.
- Centrifugal force then drives the material to the periphery of the work head and subjects it to mechanical shear.
- This is followed by intense hydraulic shear and circulated back into the mix as the product is forced through the stator screen at high velocity. Fresh material is continually drawn into the work head, progressively reducing globule or particle size and quickly resulting in a homogeneous, uniform product.
- The materials expelled from the head are projected radially at high speed towards the sides of the mixing vessel. At the same time, fresh material is continually drawn into the work head maintaining the mixing cycle.
The effect of the horizontal (radial) expulsion and suction into the head is to set up a circulation pattern that minimizes aeration caused by the disturbance of the liquid’s surface.
Silverson Emulsifier Uses:
It is used for most products, including creams, ointments, sauces, flavoring emulsions, and pharmaceutical suspensions, this requires a globule or droplet size in the range of 2 – 5 microns. This can be achieved using a Silverson Mixer Homogenizer.
Silverson Emulsifier Advantages:
- Emulsifying and homogenizing: Emulsions (typically in the range of 0.5 to 5 microns) can be easily achieved.
- Particle size reduction: Uniformly mill both solid and semi-solid materials into either solution or fine suspension.
- Gelling and solubilizing: The high shear action of the Silverson homogenizer can rapidly disperse gums, alginates, C.M.C., carpools, etc., resulting in an agglomerate-free solution within minutes.
- Disintegration: All Silverson mixers can disintegrate matter of animal, vegetable, mineral or synthetic origin in a single operation.
- Speed: The exceptionally rapid Silverson mixing action substantially reduces process times compared with conventional agitators and mixers, and can reduce mixing times by up to 90%.
Silverson Emulsifier Disadvantages:
There is a chance of clogging of pores of the mass.
Mixing In Pharmaceutical Engineering Multiple Choice Questions
Question 1. When a paddle is used for mixing liquids, the flow pattern of liquid is
- Axial or tangential
- Radial or tangential
- Axial and tangential
- Radial and tangential
Answer: 3. Axial and tangential
Question 2. Which type of kinetics is involved in the mixing of solids?
- First order
- Second order
- Pseudo first order
- Zero-order
Answer: 1. First order
Question 3. The mechanism of mixing in sigma bed is_______________
- Convective mixing
- Diffusive mixing
- Sharing
- Tumbling
Answer: 3. Sharing
Question 4. Which one of the following is an example of solid-liquid mixing?
- Aluminium hydroxide gel
- Complex elixir
- Cod liver oil emulsion
- Ephedrine sulphate
Answer: 1. Aluminium hydroxide gel
Question 5. Mixing of semisolid is done in
- Double cone mixer
- Fluidized bed mixer
- Planetary mixer
- Cube mixer
Answer: 3. Planetary mixer
Question 6. A planetary mixer is used for wet granulation because of its
- Kneading action
- Blending action
- Shearing action
- Agitatory action
Answer: 1. Kneading action
Question 7. Convective mixing is also called as
- Diffusive mixing
- Macro mixing
- Shear mixing action.
- Micro mixing.
Answer: 2. Macro mixing
Question 8. Which of the following does not come under mixing in dispensing?
- Trituration
- Tumbling
- Spatulation
- Sizing
Answer: 4. Sizing
Question 9. Which one of the following equipment produces tumbling as a mechanism in a solid mechanism?
- Fluidized mixer
- Sigma blender
- Ribbon blender
- V-cone blender
Answer: 3. Ribbon blender
Question 10. Silverson mixer is used for the preparation of
- Emulsion
- Syrup
- Suspension
- Elixir
Answer: 1. Emulsion